Дриль – це, мабуть, одне з найбільш поширених як у побуті, так і на виробництві пристроїв механічної обробки матеріалів, що дозволяє швидко і акуратно зробити отвір у поверхні з різною структурою. Будь це ручний коловорот, електрична дриль або великий радіально-свердлильний верстат, всі вони в якості ріжучого інструменту використовують свердло. Воно являє собою загартований твердосплавний металевий стрижень різного діаметру, з хвостовиком і робочою частиною у вигляді двох або більше ріжучих крайок, які при обертанні здійснюють вибірку матеріалу.
Кут нахилу свердла: індивідуальний підхід до кожного матеріалу
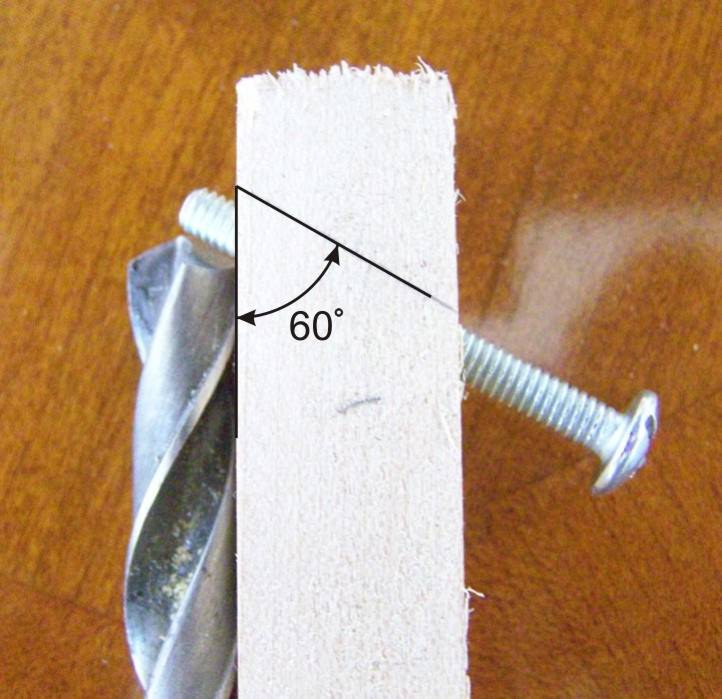
В залежності від типу поверхні, вимог до якості обробки і цілого ряду інших умов, форма свердла може мати самий різний вигляд. Найбільш поширений варіант, коли його робоча частина складається з двох закручених між собою по спіралі ріжучих крайок, що утворюють на кінці свердла конус, висота якого визначає кут заточування свердла. Його величина залежить від твердості оброблюваного матеріалу і для кожного матеріалу може мати свої значення:
- вуглецеві сталі, сплави з чавуну і твердої бронзи – від 116º до 118º;
- вироби з латуні, м’якою бронзи і міді – від 120 º до 130с;
- алюмінієві та дерев’яні поверхні – 140с;
- полімери і пластмаси – від 90º до 100º.