Часто в домашньому господарстві виникає необхідність у згинанні металевих профільних труб. Без додання профілю необхідної форми не може обійтися жодне будівництво на ділянці, незалежно теплиця це, навіс або трубопровід складної конфігурації. Провести таку роботу акуратно і рівно без використання спеціального пристрою неможливо.
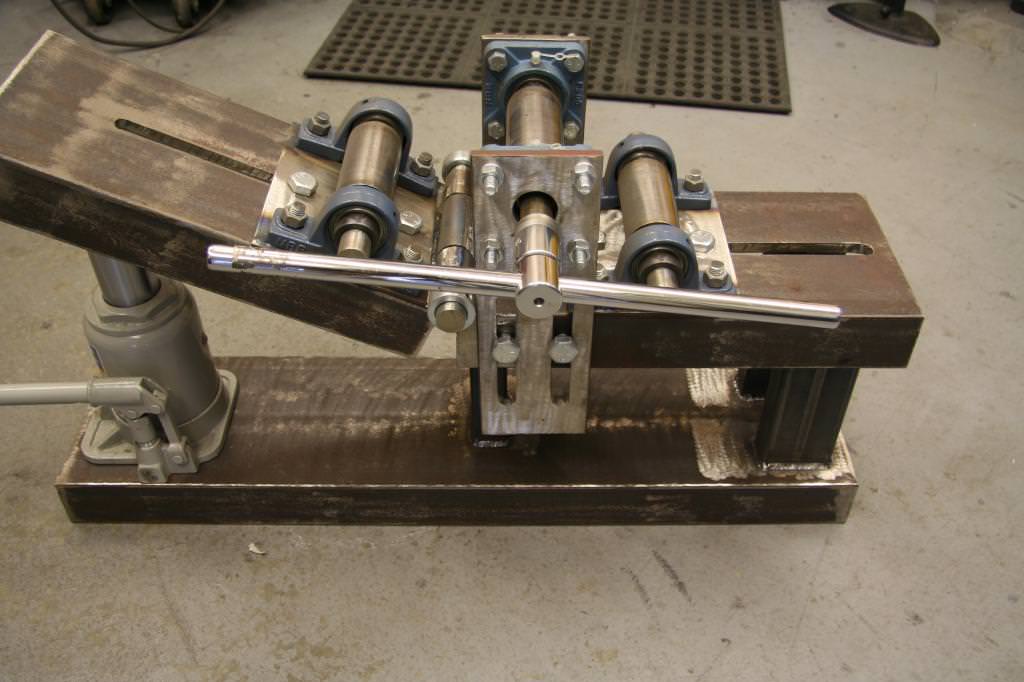
Багато для цих цілей застосовують обладнання промислового виробництва, але це недешеве вирішення питання. Тому народні умільці намагаються виготовити саморобний трубогиб для профільної труби своїми руками, який може повністю відповідати вимогам хазяїна. Такий пристрій дозволить уникнути залому і деформації труби, при необхідності надати їй певний радіус вигину.
Особливості згинання профільних труб
Незалежно від профілю металевого прокату суть вигину його полягає в наданні матеріалу певної форми. Повний або частковий вигин профільної труби здійснюється в основному двома способами: надаючи тільки тиск на необхідний відрізок матеріалу або заздалегідь нагріваючи ділянку труби для вигину.
При виконанні технологічного процесу вигину на металеву трубу одночасно діють:
- сила стиснення, яка спрямована на внутрішню поверхню матеріалу;
- сила розтягування, дія якої здійснюється з зовнішньої сторони ділянки вигину.
Під дією цих різноспрямованих сил виникають певні складності, які характерні для матеріалу профільного типу:
Тому необхідно при вигині профільної труби враховувати не тільки механічні характеристики матеріалу, але і перетин, товщину стінок і необхідний радіус вигину.