Деталі з алюмінію і його сплавів застосовуються практично в будь-якій галузі промислового виробництва. Застосування цього легкого металу з високими показниками тепло – і електропровідності є найпоширенішим і в побутовій техніці. Тому при появі несправності виникає необхідність зварювання конструкцій і виробів з алюмінію в побутових умовах. Провести ремонтні операції з цим примхливим металом практично неможливо без апарату для зварювання алюмінію. І якщо раніше така робота була доступна в основному в промислових умовах, то зараз її нескладно виконати і в домашній майстерні.
Особливості зварювання алюмінію
Технологія зварювального процесу алюмінію, як і будь-якого іншого металу, має свої особливості. Тому початківцю зварнику необхідно знати і розуміти багато характеристики цього металу. Існує широкий спектр особливих властивостей, якими володіє алюміній. Зварювання його передбачає виконання попередньої підготовки матеріалу і безпосереднього з’єднання деталей.

При цьому потрібно враховувати властивості металу:
Якість зварювання
Щоб здійснити міцне і надійне з’єднання деталей з алюмінію, зварник повинен виконати кілька основних технологічних етапів:

Саме від правильного виконання всіх цих операцій залежить якісне з’єднання виробів з алюмінію.
Технологія зварювання інверторної
При дотриманні певних умов зварювання алюмінію інвертором можлива і в домашніх умовах. Для такої роботи необхідно приділити особливу увагу видатковими матеріалами. До апарату для зварювання алюмінію пред’являються невисокі вимоги. Для виконання з’єднання знадобиться:
Процес з’єднання алюмінієвих деталей має обов’язково відбуватися під захистом інертного газу.
Основні етапи зварювання:
Властивості електродів
В основу електродів для зварювання алюмінію входить чистий метал, маса якого є переважаючою, а також добавки, які поліпшують процес з’єднання. Механічні властивості зварювальних пристосувань є основним параметром, за яким здійснюється їх підбір для зварювання. Від цього залежить міцність шва.

Основні марки електродів для зварювання алюмінієвої: ОЗА, ОЗА–1, ОЗР–2, ОЗАНА–2. Усі електроди мають властивість гігроскопічності, тому потрібно перед роботою їх обов’язкова просушування при температурі 200 ° с.
Напівавтоматичне з’єднання
Зварювання алюмінію напівавтоматом виконується обов’язково під захистом інертного газу. В якості такого газу використовується аргон. Можливе проведення сполуки алюмінію напівавтоматом без застосування інертного газу, у разі використання видаткової порошкового дроту. Таке пристосування під час нагрівання здатне розпорошувати залізовмісний порошок. Таке хмара виконує функцію захисту, як і аргон.

Недоліком цього методу вважається низька якість зварного шва, що значно обмежує його використання. Основним завданням зварника буде рішення про те, яким методом виробляти з’єднання.
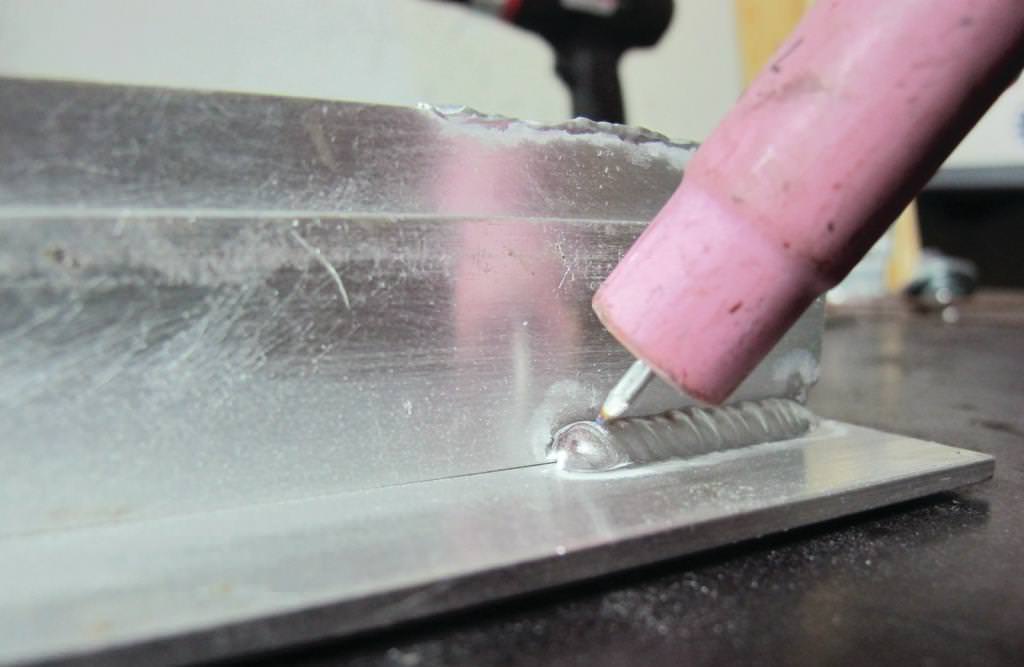
Технологія TIG
При виконанні цієї технології застосовуються неплавкі електроди з вмістом вольфраму і дріт для присадки, яка автоматично наповнює шов між деталями. Використання такого процесу передбачає застосування режиму змінного струму і високочастотного розпалювання дуги. У цьому випадку руйнування оксидної плівки відбувається шляхом катодного розпилення при струмі із зворотною полярністю.
MIG метод
При технології MIG присадкою є самі плавляться електроди для зварювання алюмінію. Цей матеріал надходить у зону з’єднання за допомогою пристрою подачі дроту.

Звичайно, домогтися високої якості зварювання алюмінію в домашніх умовах цим методом дуже складно, так як потрібно використання апарату з імпульсно-дуговим режимом. Виконуючи зварювання, пальник необхідно направляти під кутом 10-20 градусів до вертикалі, при цьому відстань між поверхнею з’єднання і соплом має бути до 10-15 мм.
Поради по газовому зварюванні алюмінію
Перед тим як приступити до зварювання, потрібно підготувати всі матеріали та інструменти. Більш надійного з’єднання можна досягти з допомогою додаткового спеціального прута. Після проведення ретельного очищення поверхонь виробу потрібно обробити ці місця флюсом. Такий спосіб підготовки зменшить вплив оксидної плівки і дозволить провести зварювання алюмінію напівавтоматом найбільш якісно.

Далі включається газовий пальник і нагрівається до оптимальної температури. Наступним кроком буде прогрів місця зварного з’єднання до температури плавлення металу. Під час такого прогрівання до місця стику прикладається додатковий стрижень. У ході цих операцій метали розплавляються і перемішуються, в результаті чого виходить зварне з’єднання.
Пам’ятайте, що з’єднання алюмінію в домашніх умовах для початківця зварника вважається складною роботою. Такі проблеми в основному залежать від особливостей застосовуваного матеріалу. Новачкові доведеться набратися терпіння для придбання потрібного досвіду проведення зварювання алюмінієвих поверхонь.