
Гибочний верстат дозволяє надати заготівці необхідну форму за рахунок розтягування зовнішніх і стискання внутрішніх шарів деталі. Початкові розміри зберігають тільки ділянки, розташовані вздовж осі. Обладнання представлене в різному виконанні, відрізняється типом приводу, додатковим оснащенням, розмірами.

Конструкція
Більшість згинальних верстатів мають схожу загальну конструкцію. Сюди входять такі елементи:
Різновиди
Згинальні верстати для листового металу бувають декількох видів, а саме:

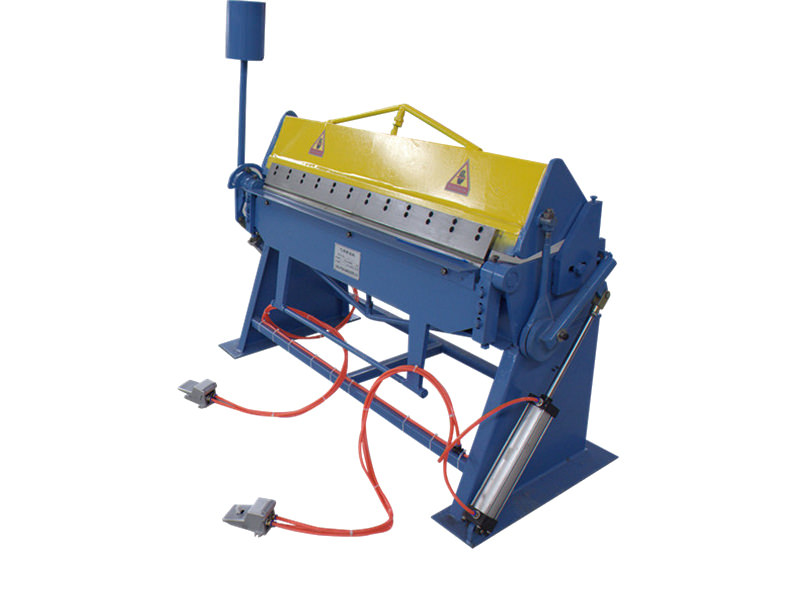
Ручні пристосування
На такому обладнанні є обмеження за глибиною подачі заготовки, робочій довжині обробки і максимальній товщині деталі. Ручні вигинальні верстати для листового металу функціонують наступним чином:
- металева заготовка притискується до столу балкою;
- лист згинається за допомогою спеціального елемента на необхідний кут;
- товщина згину на такому пристосуванні повинна становити приблизно два міліметри.
Оскільки ручні версії мають відносно невелику масу, їх можна транспортувати безпосередньо на будівельний майданчик або в майстерню.
Гибочний верстат гідравлічний
Подібне обладнання суттєво полегшило обробку металевих заготовок. Функціонує воно за таким принципом:
- енергетичним носієм є рідина, яка під тиском виштовхує з циліндра плунжер, за рахунок чого забезпечується переміщення рухомого поперечного елемента з бойком;
- на лист, розміщений на столі, впливає відповідна сила, в результаті чого заготівля загинається.
Зазвичай розглядаються пристосування використовуються для трансформації листів по всій довжині стільниці або для глибокої обробки деталі. Ефективність робіт та висока продуктивність забезпечується за рахунок точного функціонування циліндрів. Без проблем можна контролювати пересування, швидкість і гальмування повзуна.
Застосування згинальних верстатів гідравлічного типу:
- виготовлення вивісок, повітроводів, покрівельних елементів;
- випуск добірних виробів;
- виробництво матеріалу для внутрішньої і зовнішньої обробки будівель;
- підготовка металевих профілів різних форм і розмірів.
Гідравлічні аналоги набагато продуктивніше ручних версій, дозволяють обробляти заготовки більшої товщини.

Електромеханічні модифікації
Електричний згинальний верстат включає в свою конструкцію потужний кістяк, гибочную балку, агрегирующую з електричним приводом і автоматичною сегментним елементом. Для зручності роботи обладнання оснащується ножним управлінням.
Листозгини електромеханічного типу поділяються на прохідні або наскрізні варіанти, що дає можливість обробляти нестандартні заготовки по ширині, довжині і висоті. Гнути на зазначених умовах допускається оцинковку, холоднокатані металеві листи, мідні і алюмінієві заготовки. Товщина обробки – до 2,5 мм, довжина – до 3-х метрів. На таких верстатах виготовляють відливи, фасадні касети, деталі вентиляції, покрівлі, козирки, ковзани та інше.
Гибочний верстат для арматури
Подібне обладнання дозволяє згинати прути різного перерізу під потрібним кутом. Верстат управляється одним оператором, який задає режим обробки заготовок. Іншу роботу виконує механічна гибочна установка, яка функціонує в автоматичному режимі. Пристрої затребувані в сферах виробництва металоконструкцій, будівельних матеріалів, огорож.
Автоматичний верстат для згинання арматури розрахований на тривалий час роботи, його доречно експлуатувати при виконанні великого обсягу робіт. На ньому обробляють наступні види виробів:
- арматурну і вуглецеву сталь;
- металеві смуги;
- сталеві прутки з різьбленням;
- сортиментный прокат.
Розглянутий агрегат забезпечить високу продуктивність і гідну якість кінцевої продукції, поряд з високим показником точності та безпеки. Керувати обладнанням можна вручну або ножним контролером.

Обладнання для гнуття труб
За принципом дії вигинальні верстати для труб поділяються аналогічно листовим варіантами. Між собою вони відрізняються способом вигину. Від цього фактора залежить конструкція пристосування і його продуктивність. Розрізняють три категорії профелегибов.

Способи згинання дроту
Для цих цілей передбачено кілька видів обладнання: від найпростіших ручних пристосувань до автоматизованих згинальних верстатів для дроту з ЧПУ.
Розглянемо коротко всі модифікації:
Інші типи дротяних верстатів
Серед модифікацій для обробки дроту можна відмітити ще три варіанти:

Як відрегулювати листозгини?
Оскільки верстати поставляються зазвичай у частково розібраному вигляді, їх монтаж вимагає дотримання певних правил. Після установки агрегату на робочу площадку, приступають до встановлення інших елементів. Розглянемо налаштування згинального верстата на прикладі ручного варіанта для обробки листів.
Коригування висоти гибочної балки здійснюється шляхом ослаблення фіксуючих гвинтів, після чого повертають контрольний гвинт вліво або вправо, для зменшення або збільшення висоти. По закінченні регулювання фіксатори необхідно затягнути. Варто відзначити, що зміна висоти балки дає можливість коригувати радіус згину заготовки, який не повинен бути менше товщини листа.
Налаштування кромки поворотної траверси і роликів
Регулювання просторової позиції кромки поворотної гибочної траверси впливає на якість роботи при зміні товщини заготовки. Процедуру виконують за допомогою стяжний двосторонньої римської гайки, шляхом її повороту проти або за годинниковою стрілкою.
Лінія зусилля ріжучого роликового механізму повинна проходити строго по крайці притискання оброблюваного листа. Необхідна висота коригується розміщенням нижнього опорного ролика і налаштовується за допомогою контрольного гвинта.
Просторове розміщення відрізного ножа на верстаті має паралельно відповідати положенню гибочної балки. Якщо ця вимога не дотримується, слід виконати регулювання елементів за допомогою контрольних гвинтів. При відриві нижнього роликового пристосування від поверхні листа і відведення ножа в бік рекомендується зменшити ширину лівої каретки за допомогою підтягування або ослаблення роликів.
Короткий підсумок
Згинальні верстати, характеристики яких наведено вище, широко використовуються в промисловості, на малих профільних підприємствах, а також у приватному господарстві. При виборі обладнання слід враховувати частоту його експлуатації, середній обсяг робіт, а також необхідний рівень кваліфікації працівників. Наприклад, для будинку або невеликий будівництва підійдуть найпростіші варіації, з роботою яких впорається практично будь-який працівник, що має досвід в будівництві. Якщо ж потрібна висока точність, краще використовувати професійне обладнання (гідравлічні, електричні агрегати або верстати з ЧПУ.







