
Лиття в оболонкові форми
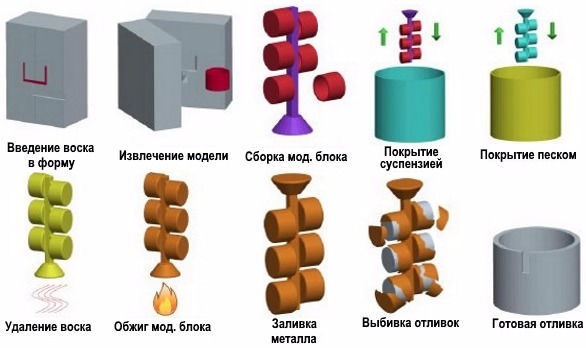
Спосіб лиття в оболонкових формах по виплавлюваних моделях характеризується найкращою передачею розмірів виробу і низькою шорсткістю поверхні. Модель робиться з легкоплавких сполук, наприклад воску буровугільного. На ливарних підприємствах також широко застосовують складу парафін-стеарин в рівних частках. У разі великих розмірів виливків в модельний матеріал включають солі, оберігають макет від деформацій. Способом занурення в розчин модель покривають у 6-10 шарів високотемпературної суспензією.

Сполучною виступають гидролизованные силікати, як жаростійкої обсипання беруть кристалики електрокорунду або кварцу. Матеріали для виробництва оболонкових форм відрізняються високою міцністю, низькою гігроскопічністю і відмінною газопроникність.
Макет сушать в атмосфері газоподібного аміаку. На наступному етапі форму прогрівають до 120 С, щоб видалити парафінову модель. Залишки суміші видаляють перегрітою парою під великим тиском. Далі форму прожарюють при температурі до 1000 С, що веде до її остаточного закріплення і видалення речовин, які можуть виділитися у вигляді газів у процесі відливання.
Оболонку поміщають в подобу опоки, яку засипають сталевим дробом. Це допомагає зберегти конфігурацію при заповненні форми розплавом і одночасно поліпшує умови охолодження виливки. Заливання розплаву відбувається в розігріті до 1000 З форми. Після охолодження виробу за спеціальною програмою в термостаті форму руйнують, виймають і очищають виливок.
Головне достоїнство цього методу лиття – висока точність передачі розмірів виробу і низька шорсткість поверхні.
Додаткові плюси методу:
- Відливання деталей зі сплавів, що погано піддаються механічній обробці.
- Виливок виробів, які інакше доведеться відливати по частинах і далі збирати воєдино.
Недоліки цього способу лиття по виплавлюваних моделях – малий коефіцієнт використання металу і підвищена трудомісткість.







